Bright Dip Anodizing: Is it a Good Choice for Your Extrusions?
You may be considering bright dip anodizing for your profiles. So, let’s talk about what bright dip anodizing is and some key things you should know about the process.
What is Bright Dip Anodizing?
Bright dip anodizing involves two consecutive finishing processes:
- The first one is bright dipping, which gives your extrusions a bright specular (or mirror) finish.
- The second process, anodizing, adds extra corrosion protection.
Profiles are bright dipped, which means they’re bathed in a solution of phosphoric and nitric acid. This smoothes out the microscopic, rough peaks and valleys on the aluminum surface and makes it very shiny.
After bright dipping, the extrusions are anodized.
Anodization is a process that thickens the aluminum’s naturally occurring oxide layer. This layer protects the aluminum from corrosion. So, your anodized extrusions will have added corrosion resistance.
The enhanced oxide layer has lots of tiny pores on its surface, which makes it ideal for dying. Different colored dyes can go into those tiny pores before the oxide layer gets sealed. Once it’s sealed, the color is locked in and it is extremely resistant to fading.
Bright dipped anodized profiles:
- Will be Shiny
- Will be Corrosion resistant
- Can be dyed in different colors
The Most Commonly Bright Anodized Shapes
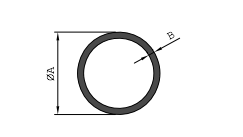
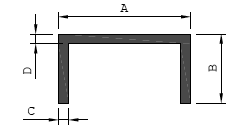
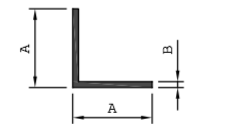
Some of the most common standard shapes to be bright anodized are aluminum tubes, angles, and channels. Below you can see drawings of these profile shapes.
Bright anodized aluminum tubing is probably the most common of the three. It’s generally used for outdoor architectural features, such as railing or trim.
Custom shelving extrusions are also sometimes created to support glass shelves.
Which Alloys are Most Suitable for Bright Dipping?
If you’re thinking of bright dipping 6061 or 6063 aluminum, think again.
While 6061 (structural aluminum) is one of the most common alloys for extrusion, it’s actually not ideal for bright dipping. It won’t give you that full specular brightness you’re looking for. 6063 (architectural aluminum) is slightly better than 6061. However, it’s still not the best.
So, which alloy is the best for bright dipping?
One of the best alloys for bright dipping is 6463 aluminum. In fact, it was specifically developed for this purpose. It’s a variant of 6063 and has similar properties. That means it’s good for architectural trim and is suitable for both bright dipping and anodizing.
Are the Chemicals Involved in Bright Dipping Hazardous?
You may be wondering if the chemicals involved in bright dipping are hazardous.
In fact, the solution of phosphoric and nitric acid is quite toxic to human beings. The process of bright dipping produces Nitric Oxide (NO) and Nitrogen Dioxide (NO2) as an off-gas. When combined together, these are referred to as NOx.
When the chemicals are heated to high temperatures they evolve a brownish/yellowish/orangeish plume. Special measures need to be taken to ensure the safety of workers and to keep these gasses from getting into the air outside of a controlled environment.
Specific types of exhaust hoods must be installed and fumes need to be scrubbed.
Is it the Right Choice for Your Project?
Bright dipping provides a very shiny, mirror-like look for your extrusions. So, if that is what you’re looking for, bright dip anodizing is something to consider. You will need to find an extrusion factory that is willing to deal with the hazardous chemicals involved, as not all manufacturers are.
Alternatively, if you’re just looking for bright colors, you may want to consider powder coating. And, of course, your profiles can be anodized and dyed without bright dipping them. Keep in mind that you can also put interesting patterns on your extrusions, like a wood finish. This is done through the process of sublimation.
If you have any questions, feel free to reach out to us. And if you need a quote for custom or standard aluminum extrusions, contact us today.
Take a look at our aluminum extrusions page for more information about our services. We offer high-quality profiles from India with on-time delivery, and great service.