In previous articles, we’ve covered what happens before and during the casting process. Choosing the most suitable aluminum alloy, die design considerations, and carrying out die-casting operations are all vital stages of product development.
In this article, we extend the discussion to talk about some other processes that can occur after removing the cast from the die. These processes are known as secondary operations or post-cast operations.
Table of Contents
Why Do Some Die-Cast Parts Require Secondary Operations?
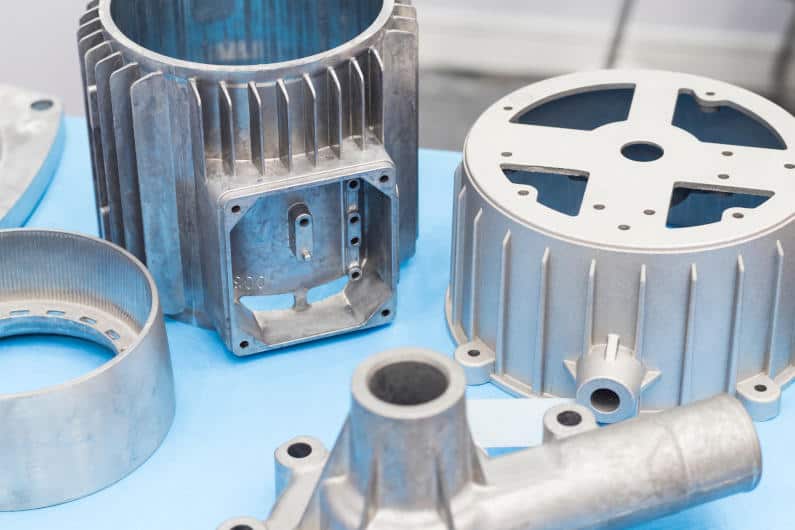
The process of die-casting aluminum parts is renowned for its exceptional dimensional accuracy and smooth, even surface finish. Many die-cast parts are already very close to the final desired condition when removed from the die, needing only some flash trimming.
Nevertheless, some die-cast products require additional processing. This occurs when a die cannot provide certain physical features effectively, like holes, threads, or undercuts.
However, secondary operations may also be necessary to achieve other product properties. For example, some applications may require surface characteristics that aluminum alone cannot provide or a surface other than the smooth one provided by die casting.
4 Common Secondary Operations for Aluminum Die-Cast Parts

The best known and most commonly applied secondary processes for die casting are trimming, machining, impregnation, and surface treatments.
You can often limit the time and money you spend on these post-cast operations through thoughtful die design and alloy selection. But they are sometimes unavoidable, especially if you want to obtain unique characteristics that aluminum die-casting alone cannot provide.
No. 1: Trimming
There are a few different reasons for trimming, but the most universal is to address the defect known as flash. Because of the high pressures involved during die casting, excess material forms around the parting line of the cast. It ends up looking like a ‘seam’ from the two (or more) mold segments.
Particularly for consumer products, you have to remove this excess material by trimming, which requires manual tools or a special trimming die.
Aside from removing flash, the manufacturer will need to trim other parts of the mold that fill with molten metal. These include sprues, gates, vents, overflows, and runners, depending on the design of your mold. While a robust die design can minimize the number and complexity of trimming operations, basic trimming is often unavoidable.
No. 2: Machining

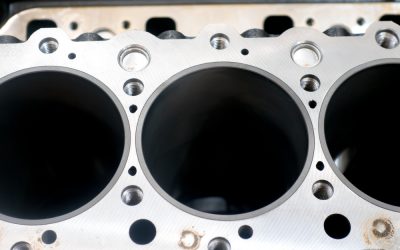
Die-casting is a precise process, so die-cast products generally don’t need special machining to meet dimensional tolerances. Instead, machining for die-cast parts is most often required when creating features unachievable through the die casting process.
Holes, threads, and undercuts are examples of shapes that are often very difficult and inefficient to cast. But by using a secondary machining process, you can create them.
Computer Numerical Control (CNC) machines allow you to quickly carry out any necessary machining operations. They also help ensure that the product more consistently meets quality tolerances.
No. 3: Impregnation
Some porosity is inevitable in any casting process, but certain applications such as pressurized equipment may require that the casting is completely leak-proof.
Impregnation uses a vacuum and a specially-formulated organic resin to remove the air from any open pores (voids) on the part’s surface and then fill and seal the pores.
Impregnation can be used on casts to reduce moisture retention and internal corrosion. It also helps inhibit fungal growth and seals leakages to ensure pressure tightness.
This process can be expensive, but the cost can potentially be minimized by performing pressure tests on all castings and applying the process only to those that do not meet specifications.
No. 4: Surface Treatments

You can apply surface treatments to a product in several ways to enhance its physical and chemical properties after completing other processes.
Mechanical surface finishing operations, such as polishing, sanding, or deburring, can help improve a part’s surface finish. However, they are not as common for die-cast products which tend to have very smooth surfaces already.
On the other hand, abrasive blasting techniques, like shot blasting, can be used to roughen a smooth surface if required.
You can also paint, powder-coat, or anodize aluminum castings to enhance physical wear resistance, prevent corrosion, and improve appearances. However, it is crucial to do thorough research before implementing any of these coatings — their feasibility depends on your application, and the decision is not as straightforward as it is with aluminum extrusions.
Are These Secondary Processes Applicable to My Cast Part?

Subjecting your die-cast product to any of these processes can be costly, but they will impart properties that die-casting alone cannot. Depending on your application, these processes may be excessive or redundant but could also be an essential upgrade over the as-cast product.
If you’re unsure whether your casting product needs any of these treatments, you can contact one of our experts or visit our die casting services page to find out more.